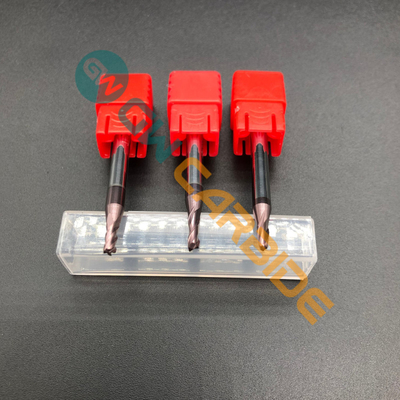
HRC60 2 sáo Vonfram cacbua đầu máy cắt vuông Dụng cụ cắt Lớp phủ Nano màu xanh
lớp áo
lớp áo |
Màu sắc |
Nhiệt độ lớp phủ |
Độ dày (um) |
HV |
Nhiệt độ ứng dụng |
Hệ số ma sát |
TiAlN |
Xám tím |
<600 ° C |
3-5 |
3300 |
800 ° C |
0,3 |
| AlTiN |
Đen |
<600 ° C |
3-5 |
3500 |
900 ° C |
0,3 |
| TiSiN |
Đồng |
<600 ° C |
3-5 |
3500 |
1500 ° C |
0,4 |
| NaNo |
Màu xanh da trời |
<600 ° C |
3-5 |
3800 |
1200 ° C |
0,4 |
| CrN |
Xám bạc |
<480 ° C |
2-2,5 |
2500 |
700 ° C |
0,3 |
CHỐNG LÃO HÓA WEA R TỐT, THỜI GIAN LÀM VIỆC LÂU DÀI, BỌC NANO
Được chế tạo bằng máy công cụ Anka và công nghệ Đức, nó có thể thực hiện gia công tinh và bán hoàn thiện trên các vật liệu được xử lý nhiệt dưới 55 độ, nâng cao tuổi thọ của dụng cụ, giảm số vòng quay và cung cấp hoạt động cho máy công cụ.

- THIẾT KẾ ĐƯỜNG KÍNH LỚN, LOẠI BỎ CHIP CHIA SẺ
Góc xoắn độc nhất được mài bằng máy công cụ chính xác hạng nhất.Thiết kế đường kính lõi lớn giúp tăng cường độ cứng và khả năng chống sốc. Không gian tháo chip lớn không dễ tích tụ chip và không dễ gãy.Nó sắc bén và chống mài mòn, cắt trơn tru và cải thiện hiệu quả xay xát.
Cạnh cắt sắc bén
Cải thiện hiệu quả
Cuộc sống làm việc chăm chỉ và lâu dài
- VỚI ĐIỀU TRỊ PHÂN LOẠI, BỒI DƯỠNG VÀ CHỐNG THAM NHŨNG
Nhập khẩu thiết bị thụ động hóa, cát đặc mịn, tăng khả năng chống ăn mòn và chống mài mòn của máy nghiền cuối.Mài tốt làm cho lưỡi cắt không có phoi.Nó có thể kéo dài tuổi thọ làm việc.
HRC60 2 sáo phẳng kết thúc cacbua rắn
Vật liệu: Carbide rắn
Thương hiệu: GREWIN
Lớp phủ: Lớp phủ đồng
Sáo: 2 sáo
Độ cứng: HRC60
Góc xoắn ốc: 35
Vật liệu được cắt: thép 45 #, thép đúc, thép công cụ và thép khuôn trong HRC60
Máy được sử dụng: Trung tâm gia công CNC, máy khắc và máy phay CNC tốc độ cao khác
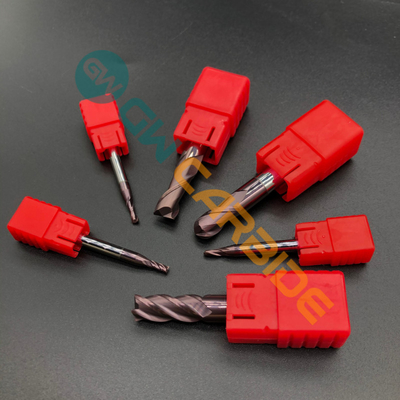
MỘT MẶT BẰNG RẮN KẾT THÚC HẾT MÌNH HIỂU NHỮNG GÌ BẠN MUỐN
Hình ảnh thực tế của nhà máy cuối cùng, bạn sẽ nhận được những gì bạn đọc từ hình ảnh
MẸO CỦA WARMLY
01 Việc giảm tốc độ cắt và tốc độ tiến dao một cách hoàn hảo có thể kéo dài tuổi thọ thử nghiệm của dao phay.
02Khi làm việc, cần bổ sung dung dịch cắt để bảo vệ lưỡi cắt, giúp cắt trơn tru hơn.
03Khi có một lớp màng oxit hoặc lớp cứng khác còn lại trên bề mặt của chi tiết gia công, nó có thể được loại bỏ bằng cách phay thuận nghịch.
HƯỚNG DẪN SỬ DỤNG
Những điều người mua cần biết về hướng dẫn vận hành và lựa chọn máy nghiền cuối
01 Trước khi sử dụng dụng cụ, vui lòng đo độ lệch của dụng cụ.Nếu độ chính xác độ lệch của dao vượt quá 0,01mm, vui lòng sửa lại trước khi cắt.
02- Chiều dài của thanh cuối nhô ra khỏi mâm cặp càng ngắn càng tốt. Nếu thanh cuối nhô ra lâu, cần giảm tốc độ quay, tốc độ tiến dao hoặc lượng cắt.
03 Trong khi cắt, nếu xảy ra rung động hoặc âm thanh bất thường, vui lòng giảm tốc độ cắt và tốc độ tiến dao cho đến khi tình hình được cải thiện.
4. Làm mát thép tốt hơn là phun và tia khí, có thể cải thiện hiệu quả hiệu quả sử dụng của dao phay.